Tinheo txapa pertsonalizatuko prototipoak egiteko zerbitzuek irtenbide azkarra eta errentagarria eskaintzen dute zure proiektuetarako. Bi prototipoetarako eta bolumen baxuko produkzio-lanetarako neurri estandarreko metalak tolestu, puntzonatzeko eta ebakitzeko zerbitzuak barne. Xaflaren fabrikazioak metalezko pieza iraunkor eta iraunkorrak ekoizten ditu, zure zehaztapenak betetzen dituzten material eta akabera aukera zabalarekin, hala nola: automozioa, gailu medikoak, aeroespaziala, elektronika, energia eta robotika.
Txapa fabrikatzearen abantailak
1. Material aukeraketa
Aluminioa +, kobrea, altzairu herdoilgaitza +, altzairua eta zinka
2.Akabera aukerak
Leherketa, anodizazioa, xaflaketa, hauts estaldura eta akabera pertsonalizatuak
3. Lodierako aukerak
Hainbat neurgailu eskuragarri
4. Iraunkortasuna
Xaflaren fabrikazioak pieza iraunkorrak ekoizten ditu prototipoak egiteko edo azken erabilerarako
5. Eskalagarritasuna
Konfigurazio kostu baxuek bolumen handietarako prezio baxuak dakartza
6. Bueltatzea
Piezak 5-10 egunetan bakarrik entregatzen dira
Txapa ohiko aplikazioak
Etxetresna elektrikoak
Gorputzeko panelak
Parentesiak
Xasisa
Ateak
Itxiturak
Fuselajeak
Sukaldeko ekipamendua
Bulegoko ekipamendua

Zer da txapa fabrikatzea?
Xaflaren fabrikazioa txapazko stocka pieza funtzional bihurtzeko erabiltzen den fabrikazio prozesuen multzoa da. Xaflak 0,006 eta 0,25 hazbeteko (0,015 eta 0,635 zentimetro) arteko lodiera izan ohi du.
Hainbat prozesu daude «txapa fabrikatzearen» aterkipean. Horien artean ebakitzea, tolestea eta puntzonatzea daude, eta elkarrekin edo bakarka erabil daitezke.
Xaflaren fabrikazioa prototipo funtzionalak edo azken erabilerako piezak sortzeko erabil daiteke, baina azken erabilerako txapazko piezak, oro har, akabera prozesu bat behar dute merkaturatzeko prest egon aurretik.
Xehetasunei arreta berezia eskaintzen diogun arretaz etekina ez ezik, akabera-zerbitzuen multzo osoa ere eskaintzen dugu zure pieza erakustokiko kalitatea lortzeko. Lortu informazio gehiago gure hutsean galdaketa zerbitzuak zuretzat egin dezakeenari buruz.

Nola funtzionatzen du txapa fabrikak?
Metalezko xafla meheak pieza lodi bat baino moldagarriagoak direnez, prozesu desberdinak erabiliz manipula daitezke.
Prozesu hauek hiru kategoria orokorretan daude:
Materiala kentzea
Bertan txapa hainbat modutan mozten da
Materialen deformazioa
Bertan txapa tolestu edo eratzen den
Materialen muntaketa
Bertan txapa beste osagai batzuekin elkartzen da
Eskaintzen ari garen txapa fabrikatzeko prozesuak
1. Materiala kentzea
Xaflaren fabrikazioak materialak kentzeko prozesuak erabiltzen ditu metalezko materiala kendu, moztu eta zulatzeko.

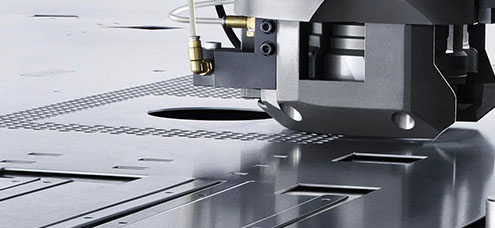
LASER EBAKETA
Laser ebaketak laser bat erabiltzen du xafla zatia mozteko. Potentzia handiko laser bat xaflara zuzentzen da eta lente edo ispilu batekin areagotu egiten da leku kontzentratu batera. Xafla fabrikazioaren aplikazio espezifikoan, laserren foku-distantzia 1,5 eta 3 hazbete artean (38 eta 76 milimetro artean) aldatzen da eta laser puntuaren tamaina 0,001 hazbete (0,025 mm) inguruko diametroa neurtzen du.
0,002 hazbeteko (0,05 mm) baino hobeko piezaren zehaztasuna
0,006 hazbeteko (0,15 mm) eta 0,015 hazbeteko (0,38 mm) bitarteko zabalerak
Material aldakortasuna
Laser ebaketa beste ebaketa-prozesu batzuk baino zehatzagoa eta energetikoki eraginkorragoa da, baina ezin du moztu mota guztietako xaflak edo neurri altuenak.
UR ZURRINA EBATZEA

0,002 hazbeteko (0,05 mm) baino hobeko piezaren zehaztasuna
0,006 hazbeteko (0,15 mm) eta 0,015 hazbeteko (0,38 mm) bitarteko zabalerak
Material aldakortasuna
Ur-zorrotada ebakitzaile batek presio handiko ur-zorrotada bat erabiltzen du xaflan sartzeko. Metala bereziki mehea izan ezean, ura substantzia urratzaile batekin nahasten da material solidoa mozteko.
Ur-zorrotada ebaketak laser edo plasma ebaketa bezalako berorik ematen ez duenez, prozesua bereziki erabilgarria da urtze-puntu baxua duten eta bestela deformatu daitezkeen metaletarako. Ur-zorrotadaren ebaketarekin, ez dago bero-eragindako zonarik (HAZ), eta metalak moztu daitezke berezko propietateak aldatu gabe.
PLASMA EBAKETA

0,008 hazbeteko (0,2 mm) baino hobeko piezaren zehaztasuna)
Ebaketa-abiadura handia, adibidez. 200 hazbeteko (5,08 metro) 16 galgako altzairu leun minutuko
Material aldakortasuna
Plasma-zurrustatzeak plasma beroaren zorrotada bat erabiltzen du txapa ebakitzeko. Prozesua, gas ionizatu gainberotuaren kanal elektriko bat sortzean datza, azkarra da eta konfigurazio kostu nahiko baxua du.
Xafla lodiak (0,25 hazbete arte) plasma bidezko ebaketa prozesurako aproposa da, ordenagailuz kontrolatutako plasma ebakitzaileak laser edo ur-zurrustazko ebakitzaileak baino indartsuagoak baitira. Izan ere, plasma mozteko makina askok 6 hazbeteko (150 mm) lodiera duten piezak ebaki ditzakete. Hala ere, prozesua laser bidezko ebaketa edo ur-zorrotada ebaketa baino zehatzagoa da.
UKLAKETAK
Txapa zuloekin zulatu behar denean, puntzonatzeko makina bat, oro har, goiko ebaketa metodoak baino eraginkorragoa da. Puntzonatzeak xafla puntzoi baten eta trokel baten artean sartzea dakar; puntzoia trokelean sartzen denean, xaflan zulo bat behartzen du. Prozesua forma irregularrak osatzeko ere erabil daiteke, seriean hainbat puntzoi txiki eginez.
2. Material Deformazioa
Txapa ebakitzeaz gain, beste modu batzuetan manipula daiteke. Esaterako, makina berezia erabiliz forma ezberdinetan tolestu daiteke.
TOKURTZEA
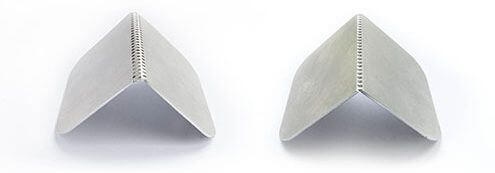
Xaflazko tolesketa V-formako, U-formako eta kanal-formako bihurguneak sortzeko erabiltzen da balazta izeneko makina erabiliz. Balazta gehienek txapa tolestu dezakete 120 graduko angeluarekin, baina tolestura-indar maximoa metalen lodiera eta trakzio-erresistentzia bezalako faktoreen araberakoa da.
Oro har, txapa hasieran gehiegi okertu behar da, partzialki jatorrizko posiziorantz itzuliko delako.
ZIGULAZIOA

Estanpazioa xafla nahi duzun forman osatzeko erabiltzen den beste deformazio-prozesu bat da. Prozesuak estanpazio trokel bat erabiltzen du - mekanikoa edo hidraulikoa - xafla bere forma berrian sakatzeko.
Estanpazioa xafla hotzean erabiltzen da, baina trokelak eragindako marruskadurak metala tenperatura altuetara berotzea eragiten du. Banakako estanpazio-prozesuak barne hartzen ditu, baina ez dira mugatzen.
Txanponketa, zeinetan eredu bat xafla zatiaren gainean sakatzen den
Curling, zeinetan txapa tubular forma batean deformatzen den
Beheratze, zeinetan txapa bere gainean tolestuta dagoen lodiera gehigarrirako
Lisatzea, txapa zatia lodiera murrizten baita
IRIRAKETA

Txapa biribiltzea deformazio-prozesu bat da, zeramikazko biraketaren antzekoa kontzeptualki, ezaugarri biribilduak dituzten pieza hutsak sortzeko erabiltzen dena.
Irute-prozesuak eskuz edo mekanikoki txapa-huts bat tornuan biratu eta tresna baten kontra sakatzean datza, eta horrek piezaren barruko forma sortzen du. Biraketak hemisferioak, konoak eta zilindroak bezalako formak sortzeko erabil daiteke.
3. Materialen Muntaketa
Moztu edo tolestu diren txapa zatiak elkartu daitezke txapa-pieza osoa osatzeko. Pieza hauek xaflaz eginak ez diren osagaiekin ere lotu daitezke.
BATZARRA

Produktu bat diseinatu daiteke txapazko hainbat pieza elkarrekin lotu ahal izateko juntura, torloju edo beste metodo arruntekin.
Piezek beharrezko akabera-prozesuak jasan ondoren gertatzen da hori.
SOLDADURA
Txapazko piezak batzuetan elkartu behar dira soldadura-prozesuaren bidez, osagaiak beroarekin fusionatzen dituena.
Aluminioa eta altzairu herdoilgaitza bezalako xaflazko materialek soldagarritasun handia dute.